|
Degradation Modeling
Several approaches, from the purely empirical to those based on
micromechanics, with a corresponding range of simplifications,
advantages and limitations have been provided in literature.
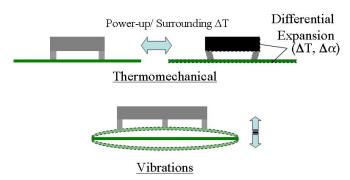
Damage accumulation in solder in the field is typically under
thermomechanical cyclic loading and is due to creep‑fatigue
interactions. Comparison across fatigue studies is complicated due to
the varying failure criteria used. From a functionality viewpoint,
failure occurs when the solder joint does not provide the requisite
connection between the component and the board. However, this is not a
logical choice for fundamental stress‑strain relationships. In general,
at small crack lengths, the change in resistance is small, while
dramatic increases in resistance may be obtained as the joint approaches
final separation (Wilcox et al., 1990).
Wild (1975) indicated that a 10% drop in resistance was obtained
subsequent to the first appearance of a crack, while
Solomon (1986)
showed that a 0.03 mW
change in resistance corresponded to a load drop of 50% to 90%.
Frear
et al. (1995) have used resistance spikes of 500
W,
with a duration of less than 1ms
as the criterion corresponding to complete separation, which avoids
contamination of results due to pressure from the leads of the joint. A
substantial factor of safety may be required in applications, given the
scatter in fatigue data.
Alternative criteria include a drop in load to a certain fraction of the
original load. Solomon (1989) showed that the fatigue exponent for the
Coffin-Manson relationship depended on the fraction selected for
defining failure, especially for shear loading, while
Wilcox et al.
(1990) showed that results of fatigue life under this criterion are
sensitive to the compliance of the test equipment. Additional criteria
include initiation of a decrement in the ratio of the maximum to the
minimum stress in uniaxial loading (Cutiongco et al., 1990), and the
critical state of microstructure beyond which further cycling
deteriorates the resistance of the material (Zubelewicz et al., 1989).
Initial attempts to describe the behavior of solder under cyclic loads
were in terms of the traditional parameters of stress and strain
amplitudes, for the Coffin-Manson line, combined at times with the
Basquin high-cycle fatigue law as

Solomon (1986) indicated that use of plastic strain control instead of
total strain control provided a value of 0.52 for the Coffin‑Manson
exponent for solder, in line with typical metal values of 0.5 – 0.6. The
high homologous temperature of solder under typical operating conditions
with the resultant dominance of creep indicates that additional
parameters such as waveform, ramp rates, hold times could be of crucial
importance. Semi-empirical modifications have been provided, such as
those by Coffin (1973),

where De
is the applied strain range, Nf is the number of cycles to
failure, n
is the frequency of loading, and the other material parameters are
assumed to be temperature dependent, and by
Engelmaier (1984)
with

where gf
= 0.65 for 40/60 and 37/63 lead-tin solder,
 is
the mean cycle temperature in oC, and tD is the
high-cycle dwell time in minutes. is
the mean cycle temperature in oC, and tD is the
high-cycle dwell time in minutes.
Barker et al. (1990) added the effect of elastic strains under
high-cycle fatigue using Miner’s rule for combined thermomechanical and
vibratory loading, while Oyan et al. (1991) have applied the Halford-Manson
strain-range partitioning scheme to account for damage due to creep and
plastic strains. Creep-strain based damage models have been proposed by
Knecht and Fox (1991) and
Syed et al. (1998).
Vaynman et al. (1998) showed that energy based criteria may be more
appropriate for solder that plastic strain based criteria,
as joints which showed lower plastic strains but
higher dissipated work relative to other joints were found to fail
earlier. Corresponding to strain-range partitioning,
Dasgupta et al.
(1992) proposed an energy-partitioning scheme, wherein the damage due to
the elastic strain energy stored and the inelastic work dissipated per
cycle is superposed to predict solder fatigue.
Lee et al. (2000) report
an energy density based model developed by Akay, and an energy density
based fatigue model developed by Gustafsson based on the findings of
Darveaux. Zubelewicz et al. (1989) have developed a model based on
micromechanical considerations.
Continuum Damage and its Extensions
Ju et al. (1996) have compared the fracture mechanics approach to that
of continuum damage, and have stated that fracture mechanics requires
assumptions regarding the initial crack and the path of crack growth,
along with a fine mesh around the crack-tip as well as adaptive meshing,
and modeling of crack failure.
Qian et al. (1999) have provided a
continuum damage model for solder.
Ju et al. (1996) and
Zhang et al.
(2000) pointed to the lack of a comprehensive continuum damage theory as
a drawback for the latter approach.
The classical damage theory of (Kachanov,
1958;
1986) assumes material
to be composed of an intact phase and a void like phase of maximum
feasible degradation that cannot carry any stress. The Disturbed State
Concept (DSC) developed by
Desai (2001) assumes that the material in the
state of maximum feasible degradation, which is confined by the intact
material, may still carry some load. Several researchers, such as
Chia
(1994), Basaran (1994),
Dishongh (1997),
Wang et al. (2001),
Desai and Whitenack (2001) and
Li (2003) have used DSC for modeling solder
degradation. However, the issues with work balance and unloading
discussed here indicate it may be better to incorporate damage within
the plastic yield function, such as
Gurson (1977).
An alternative approach for ductile materials that combines plasticity
with the observations of local damage due to the substantial void
nucleation and growth has been suggested by
Gurson (1977).
Needleman and Tvergaard (1984) have extended the method to void coalescence. The
plasticity function in the Gurson model is given by
where f is the void fraction,
se
is the von Mises equivalent stress and
sM
is the yield stress of the matrix (Planicka et al., 2001). Void
evolution is in terms of void nucleation and void growth, as
with appropriate models for each, depending on whether or not a critical
void fraction has been reached. Matrix strains and continuum variables
are related through the equality of plastic work,

|